

Conveyor systems can help manufacturers meet ever increasing standards of product quality and hygiene. FlexCAM sales director Brian Gilmore writes. This article was first published in Food & Drink Business September/October 2020.
Strict industry regulations are continuously driving businesses to review and adapt their production practices, with clean and safe operations a toppriority.
Conveyors go beyond moving products from one machine to the next. Well-designed conveyors are engineered to add value at every step of the manufacturing process to improve operational efficiency, safety and cleanliness.
Because the majority of food and beverage manufacturers buy in their packaging, we always recommend integrating package sanitisation into the filling process rather than seeing it as an isolated task for greater quality control.
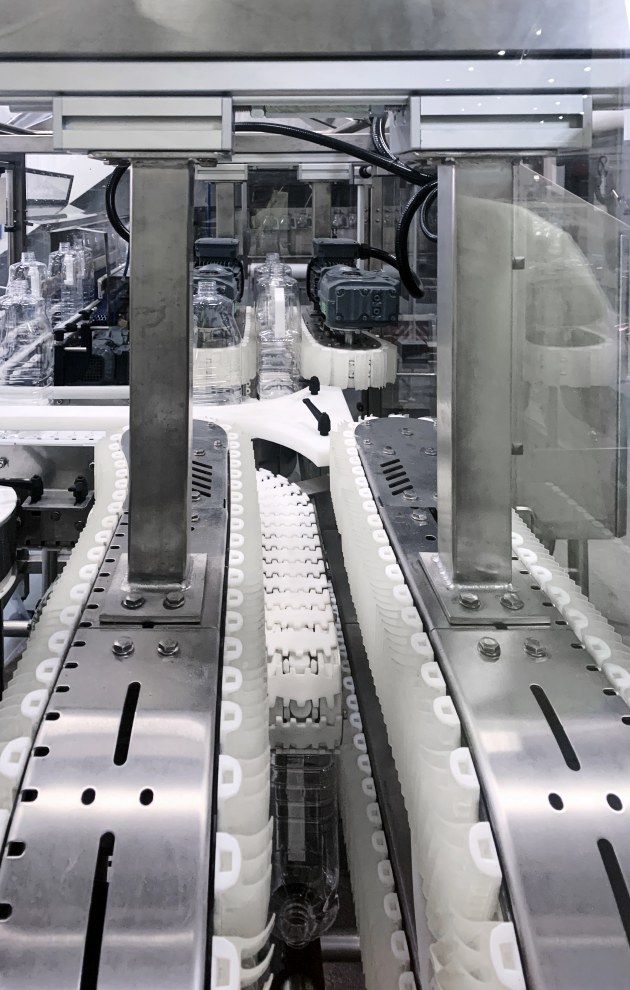
The commonly used air rinsing technique works by inverting bottles, plastic containers, glass jars or aluminium containers to allow air to be blown into the interior.
A bottle inverter gently grasps the packaging, turns it upside down for sanitisation, and then lowers the container back onto the conveyor line ready for filling. Standardised bottle inverter solutions can be easily incorporated into any production line eliminating the need for additional handling and processing.
Positive bottle drive inverters
Bottle inverting is widely used in milk production as milk can be very susceptible to contaminants, so sanitising bottles right before filling is a common procedure.
Traditional cleaning methods lack fine product control and can damage milk containers and cause production stoppages further down the line. They are also limited to handling sturdycontainers.
Positive drive inverters are suitable to handle delicate packaging such as glass bottles, flimsy plastic containers or fragile high grade labelling.
Bottle inverters using wedge technology offer gentle and accurate product handling by positively controlling the package as it is processed.
Standardised wedge inverters can be engineered to handle multiple product sizes on the same conveyor line, as well as be adjusted to suit different width, height and materials. Wedge conveyor solutions also allow operation teams to introduce speed controls into the cleaning process without causing any downstream blockages. The sign of a good design is in its ability to consider the whole production process.
Bottle inverters also have an important role in spacing or metering products in preparation for the next production step. This could include labelling, filling and pressure testing. In addition, they can be used to ionise plastic bottles to remove static or introduce in process inspection to reject any imperfection.
For manufacturers to meet high quality and health standards, well designed conveyors and inverter solutions are a must.


